 環境技術解説
環境技術解説
現在、紙ごみのほとんどが、製紙工場において再生紙(紙を原料とした再生品を含む)としてリサイクルされている。新聞紙の新聞紙へのリサイクルを代表例として、オフィスから回収された上質紙等が印刷・情報用紙、家庭紙等にリサイクルされるなど、様々な古紙が再生紙として利用されている。
また、技術的に再生紙に戻すことが困難なものについては、建築・土木・農業用資材・燃料等として再生する方法が開発、研究されている。この記事では、家庭やオフィスから排出される不要な紙を、紙もしくはそれ以外の製品として再利用する技術を紹介する。
※掲載内容は2022年9月時点の情報に基づいております。
※外部リンクは別ウィンドウで表示します。
我が国は、主要な資源の大部分を輸入に依存している。高度経済成長期を経て、資源が大量に消費されるようになると、使用済物品及び副産物も大量に発生し、その大部分が廃棄されていた。その中には再生資源や再利用可能な部品も含まれていたが、そのまま廃棄される事例も見受けられた。また、廃棄物量の増加に伴い、埋立地の確保が喫緊の課題となり、その対応にも迫られていた。

図1 回収された古紙
このような状況を改善し、持続可能な循環型社会を構築するため、各種資源に対して3R政策(Reduce:削減、Reuse:再利用、Recycle:再生利用)を推進することとなった。平成以降に制定された、各種資源のリサイクル方法等を定めた法律を総称して、リサイクル6法(「資源有効利用促進法」、「容器包装リサイクル法」、「家電リサイクル法」、「食品リサイクル法」、「建設リサイクル法」、「自動車リサイクル法」)という。このうち、紙・パルプに関連するものは、「資源有効利用促進法」と「容器包装リサイクル法」である。
○「資源有効利用促進法」(「資源の有効な利用の促進に関する法律」)(平成3年)
同法では、原材料等の使用の合理化、副産物生成の抑制、副産物の再生資源利用促進を義務付けた、特定省資源業種を定めている。その業種の1つとして、紙・パルプ製造業が指定されている。
○「容器包装リサイクル法」(「容器包装に係る分別収集及び再商品化の促進等に関する法律」)(平成7年)
同法により、平成12年4月から、紙製容器包装が再商品化義務の対象となった。
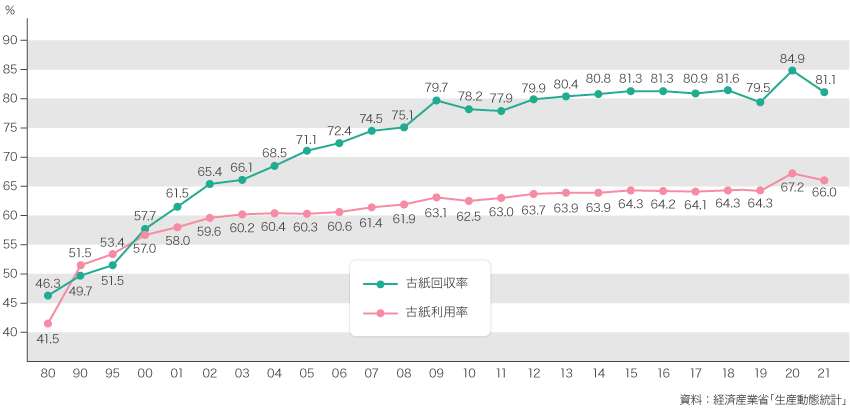
図2は、我が国における古紙利用率と回収率の推移である。古紙回収率、古紙利用率、いずれも伸びており、現在の古紙回収率は約80%超、古紙利用率は約66%で、これは世界トップクラスの値である。
リサイクルされた紙、板紙の生産量は、2020年度より減少しそれぞれ、年間約1200万トン、約1100万トンとなっている(図3)。
日本製紙連合会では1990年に「1994年度までに古紙利用率を55%とする」目標を制定して以来、業界を挙げて古紙利用の向上に取り組んでおり、2016年に「2020年度までに古紙利用率65%の目標達成に努める」という自主目標を策定している。直近では、2021年に「2025年度までに古紙利用率65%の達成に努める」という現行の65%目標を維持した新目標を発表した。
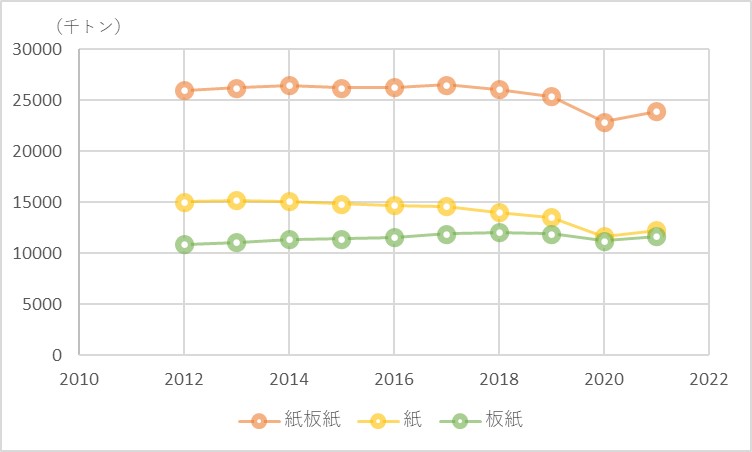
図3 リサイクル紙・板紙の生産量推移
経済産業省「紙・印刷・プラスチック・ゴム製品統計」を元に国立環境研究所が作成
家庭やオフィス等から発生する主な古紙の種類とその再生用途との対応を図4に示す。古紙のリサイクル量は年々増加しており、その回収された古紙のほとんどが紙として、新聞紙やOA用紙など再生紙としてリサイクルされている。しかし技術的に再生紙化が困難なものもあり、それらは建築・土木・農業用資材・燃料等に再利用されている。
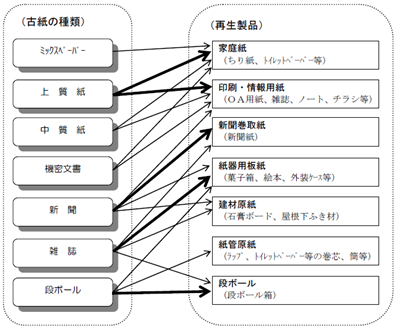
図4 古紙の利用用途
出典:三重の環境「エココミュニティ創出事業報告書 第6章:紙ごみのリサイクル」(PDF)
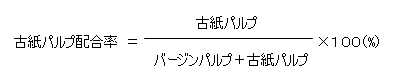
ほとんどの紙は、木材を細かく砕き小片にしたチップから作られる「木材パルプ」と、古紙を原料に作られる「古紙パルプ」の両方が配合されて作られる。
木材パルプは、バージンパルプともいい、チップを薬品と一緒に煮て木材中の繊維を取り出すことにより製造され、通常の新紙の原料となる。一方、古紙パルプは、古紙中のインクや塵(ちり)を除去したものから製造される。紙は、その用途によって求められる「強度」や「白色度」が異なり、様々な種類がある。そのため、紙を製造する際には、用途や種類に応じて、適した原料が適した分量で配合される。
古紙パルプの配合率は以下の式で表される。
古紙パルプを使用した再生紙については、3R活動推進フォーラムが定めた方法に従って、リサイクルを示す「Rマーク」と配合率の数値を組み合わせた図5のような自主表示が行われている。
日本製紙連合会「紙をつくる工場ホームページ」では、古紙パルプの製造工程から紙をつくる工程までが分かりやすく解説されている(図6)。古紙パルプの製造工程は、一般的に、離解、除塵、脱墨・漂白、精選、抄紙の各工程からなる。

図6 日本製紙連合会「紙をつくる工場ホームページ」
それぞれの工程について、以下に紹介する。なお、紙製容器包装のリサイクルでは、容器の裏側に接着したフィルム(ラミネート加工)を除去してからリサイクルする必要がある(詳細は「容器包装リサイクル技術」の解説を参照されたい)。
離解工程では、古紙の繊維をほぐして、均一なスラリー(固体粒子が液体に混じって泥状になったもの)にする。
具体的には、パルパー(古紙溶解釜)(図7(上))に古紙と温水、苛性ソーダ、脱墨剤(インクの除去剤)などの薬品を入れ、かき混ぜ、古紙を液状にする。最近では、機密書類を段ボールごと未開封で溶解処理できるような設備も使用されている(図7(下))。この段階で、繊維からインクが除去される。その後、補助のパルパーで、微少な丸穴(例えば7mmと3.5mm)を通過させることにより、ホチキスの針などの大きなごみを除去する。

図7 パルパーでの離解工程
出典:鶴見製紙(株)より提供
古紙に混入している異物をさらに除去する。図8のようなスクリーンを用いる場合、まず粗選スクリーンでパルパーの丸穴より小さいスリット0.2mmを通過させ、小さいごみや塵を除去し、精選スクリーンのさらに細いスリット0.15mmを通して細かい塵を取る。このほか、繊維と異物の比重差を利用した遠心式クリーナーも使用される。

図8 スクリーンの外観
出典:日本製紙グループ「古紙の再生工程」
脱墨・漂白工程では、古紙パルプからインク・塗料等を除去して繊維だけにする。脱墨・漂白をどの程度行うかは、再生紙の用途によって異なり、例えば、段ボール等の板紙では脱墨は行われない。漂白工程は、再生紙の用途に応じて白色度を上げるために行われる。
○漂白工程
漂白工程では、繊維を揉みほぐしてインクを落とすニーディングや繊維を絞るシリンダープレスという工程で、機械的に脱墨を行った後、ケミカルミキサー(図9)という装置で過酸化水素水により殺菌・漂白を行い、晒しタワーに8時間ほど浸けて漂白・殺菌を促進する。

図9 ケミカルミキサー
出典:コアレックスグループ 「バーチャル工場見学」
○脱墨工程
必要に応じて、フローテーターと呼ばれる装置を用い、薬品を用いた化学的な脱墨が行われる(図10)。フローテーターでは、古紙パルプと洗剤を入れ、細かい空気の泡を送り込み、剥がれたインク等を泡と一緒に浮かせることにより、インク・塗料などを除去し、繊維だけを残す。

図10 フローテーター
出典:日本製紙グループ 「古紙の再生工程」
精選工程では、これまでの工程で除去されなかった微細な異物や、紙(古紙)に漉き込まれている水溶性の合成糊料、フローテーター処理で使用した界面活性剤などの薬剤を除去する。除塵工程と同様に、スリット幅を狭くしたスクリーンや、比重差を利用した遠心式クリーナー等が用いられる。最後に、脱水を行い、抄紙工程に回す。
抄紙工程では、得られた古紙パルプを用いて紙・板紙を製造する。古紙パルプのみで製造することもあれば、木材パルプと配合して製造することもある。段ボールのような板紙では、古紙パルプのみを原料とする。抄紙機(図11)では、紙すきの原理にしたがって紙を製造し、ローラで巻き取って製品とする。
古紙ボードは、古紙を乾式又は湿式で解繊後、接着剤を加えて熱圧・成形して製造される。乾式解繊とは、古紙を物理的に破砕し、綿状繊維として回収する方法である(なお、湿式解繊は、前述の2.1)の工程に相当する)。
用途としては、コンクリート型枠、床材、家具、木材加工品の芯材等の代替用および、文房具、各種容器などがある。既に商品化され、市場に流通しているものも多い。コンクリート型枠としては、合板製型枠と競合できる製造コストが達成されたことにより、実用化の目処がつき、事業化に向けての取組みが進められている。
新聞古紙から古紙ボードを作成し、炭化炉で炭化して活性炭を製造する。市販の活性炭と同等の吸着性能をもっており、用途開拓が検討されている。
廃棄物の最終的な受け皿として多くの廃棄物埋立処分場があるが、その場所における環境保全と、なるべく長く使えるようにする延命化が重要な問題となっている。そこで、廃棄物の埋立てにあたっては、臭気の発散防止、ごみの飛散・流出防止、衛生害虫獣の繁殖防止、火災の発生・延焼防止、景観の向上のため、頻繁に土で廃棄物層を覆う必要がある。
古紙利用覆土代替材とは、破砕、解繊した古紙と接着剤(天然系のセルロースと無機成分からなる)を混合して、表面に弾性のある皮膜を形成するものである。これを、一般のごみなどが埋め立てられる管理型埋立処分場で覆土の替わりに散布することで、ごみの飛散防止、臭気の抑制、衛生害虫の繁殖防止等を図りながら、埋立容量を節約し、延命化を図ることができる。
セルロースファイバ(CNF)とは、乾式解繊した新聞古紙にホウ酸等を添加して、防燃性、撥水性を与えたもので、主に寒冷地の住宅用断熱材として利用されている。
繊維が空気を豊富に含んでいるため、吸音性、遮音性にも優れる。また、天然繊維がもつ吸放湿性により、断熱材内部での結露を防止する。住宅の天井・壁・床下に専用施工機械で吹き込むことで、住宅の隅々までムラなく充填できる。
パルプモールドとは、原料(古紙・パルプ)を溶解処理後、成形(モールド)用の型を用いて抄き上げたもので、製法は「ソフトモールド」と「ハードモールド」に分けられる。
ソフトモールドは、紙を製造するのと同様に原料を抄き上げて乾燥する製法で、製品の厚さは1~3mm程度であり、鶏卵用トレー、青果物トレー、工業製品の梱包材などに用いられる。
ハードモールドは、高濃度の原料を凹凸の金型に注入し、プレス脱水して成形する方法で、厚さは10mm以上、重量物の固定材として用いられる。
古紙破砕解繊物とは、古紙を細かく裁断した後、繊維をほぐしたもののことをいう。吸湿性と吸水性に優れることから、家畜用敷材、吸水材、吸油材、覆土代替材、汚泥脱水材、舗装用アスファルト助剤など様々な用途に利用されている。
解繊物としては一定の大きさのものではなく、それぞれの用途に応じた大きさ、形状等に工夫が凝らされている。大きさも、舗装用アスファルト助剤等の粉末状のものから、家畜敷材の10mm程度のものまで様々なものがある。
古紙利用農業用マルチシートは、“農ビ” “農ポリ”とよばれている黒色のビニル又はポリエチレンフィルムの代替機能を持たせたものである。主として田畑に敷き詰めて雑草抑制を図るもので、使用後は田畑そのままにすき込めるので、後処理が不要なメリットがある。
製紙原料として再生利用が難しい加工紙や粘着テープなどの紙加工製品と、マテリアルリサイクルの困難な廃プラスチックとを併せて原料とした固形燃料(RPF:Refuse Paper and Plastic Fuel)の製造方法が確立され、製紙工場、染料工場、製鉄所等で、再生エネルギー源として活用されている。
詳細は、「廃棄物固形燃料化(RDF、RPF)」の解説を参照されたい。
古紙のリサイクル(再生利用)技術は、廃棄物処理コストの低減は勿論のこと、新たな紙・パルプの削減(森林伐採の抑制)を通じて森林生態系・生物多様性の保全に貢献する。また、新規に紙繊維(木材に由来するセルロース等)を取り出すプロセスよりもより環境負荷が小さいことから、総じてCO2削減、地球温暖化の防止に役立つ技術であると言える。
一方、現在普及している紙製の容器・包装には、リサイクルできないものや、再生利用に余分なコストがかかるものもある(牛乳パックや洗剤の箱など)。いわゆるペーパーレス化が進みつつあるが、シュレッダー古紙や断裁された感熱紙などもリサイクルが難しい。また、現行の古紙リサイクル技術は、繰り返しリサイクルをすると品質が劣化するといった課題を有している。
こうしたメリット・デメリット、さらには紙製品の設計や用途の動向などを踏まえ、より環境にやさしい古紙リサイクルの流れが構築されることが期待される。
・環境省「容器包装ライフ・サイクル・アセスメントに係る調査事業 報告書(平成17年3月)」
・国立環境研究所 地球環境研究センター「ココが知りたい地球温暖化」Q12リサイクルって温暖化対策になるの?
・日本製紙連合会「紙のリサイクルに対する考え方」
・日本製紙連合会「紙をつくる工場ホームページ」
・(公財)古紙再生促進センター「日本の紙リサイクル」
・(公財)古紙再生促進センター「古紙ハンドブック2021」(令和3年7月)
・三重の環境「エココミュニティ創出事業報告書 第6章:紙ごみのリサイクル」(PDF)
・3R活動推進フォーラム「再生紙使用マーク」
・日本製紙グループ「古紙の再生工程」
・コアレックスグループ「バーチャル工場見学」
・日本製紙グループ ニュースリリース「紙容器リサイクル事業の拠点戦略の強化とリサイクルチェーンの構築について」(2021年9月30日)
・(株)折兼「折兼ラボ」紙とプラスチック、環境に優しいリサイクルはどっち?(2021年9月3日)
・エプソン販売(株)YouTubeチャンネル ペーパーラボオンラインデモ(2020年9月16日)